沧州北钢管业欢迎您

|
 查看大图 查看大图 |
|||
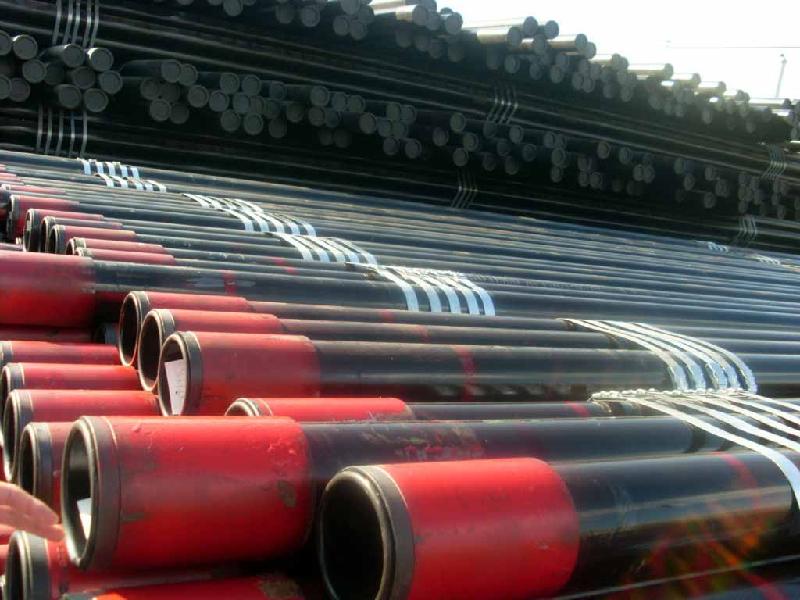
API 5CT石油套管知识 螺纹加工 9.11.1 一般要求 接箍螺纹的加工、测量及检验均应符合API Spec 5B的要求。不应用扩径的方法使接箍达到对具有API螺纹的接箍所要求的螺纹锥度。 PSL-2和PSL-3产品的附加要求见附录H。 注:由于在接箍和外螺纹之间承载压力不足,使具有API螺纹的接箍抗泄漏能力可能达不到管体内屈服压力。 9.11.2 接箍 若订单上有规定,套管接箍应以表C.1和表C.2或表E.1和表E.2中规定的一种端部加工形式供货。 若订单上有规定,油管接箍应以表C.2或表E.2中规定的一种端部加工形式供货。 000011.2 表面检验 9.12.1 所有成品接箍不应有破坏螺纹连续性的各种缺欠。 9.12.2 所有接箍在最终加工之后、内或外表面电镀之前应进行内、外表面检验。应采用ISO 13665或ASTM E709的环向磁场湿荧光磁粉法检验表面纵向缺欠,或采用已向购方证明具有相同灵敏度的其它无损检验方法进行检验。按10.15.4规定的记录应予以保存。 9.12.3 经购方和制造厂协商,H40、J55和K55钢级接箍可不进行无损检验,但应在最终加工之后、电镀之前进行内、外表面外观检验,且不应有肉眼可见的发裂、裂纹和气孔。标记要求见表C.48或表E.48。 |
||||